- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Memilih posisi fokus untuk pemotongan laser logam yang berbeda
2025-02-21
Dalam proses pemotongan laser, secara akurat memilih posisi fokus berdasarkan jenis material adalah kunci untuk memastikan kualitas pemotongan dan efisiensi. Aspek teknis ini telah mendapatkan perhatian yang signifikan di seluruh industri.
1. Pemotongan Baja Karbon
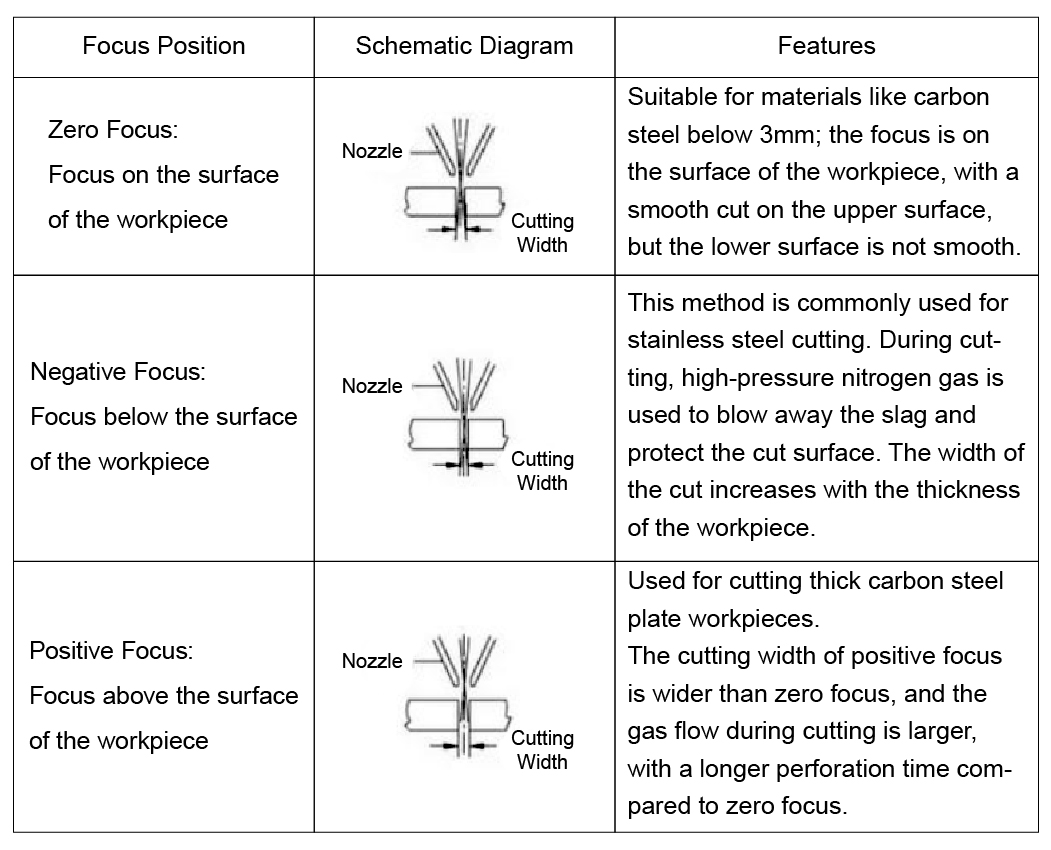
Pemotongan pelat tipis:Untuk memotong pelat yang lebih tipis (seperti1-3mm), nol fokus, di mana fokus diposisikan pada permukaan material, umumnya digunakan. Ini membantu meningkatkan presisi pemotongan, mengurangi zona yang terkena dampak panas, dan mencapai tepi potong yang lebih halus.
Pemotongan pelat sedang dan tebal:Saat memotong pelat baja karbon tebal sedang (6-16mm), fokus positif biasanya merupakan pilihan yang disukai. Dengan fokus yang ditempatkan di atas material, sinar laser menyebar lebih banyak saat mencapai permukaan material, yang membantu dengan menghilangkan terak dan menghasilkan permukaan yang lebih cerah dan lebih halus.
Pemotongan pelat tebal:Untuk piring yang lebih tebal dari16mm, Fokus negatif biasanya digunakan untuk meningkatkan kecepatan pemotongan, meskipun ini mungkin sedikit mengurangi kualitas tepi potong.
2. Pemotongan Stainless Steel
Pemotongan pelat tipis:Untuk memotong pelat tipis, laser kontinu biasanya menggunakan nol fokus untuk memastikan permukaan pemotongan halus, dengan permukaan atas di dekat fokus yang menerima potongan terbersih.
Pemotongan pelat sedang dan tebal:Untuk pelat tebal, untuk memastikan kualitas tepi yang baik, fokus negatif biasanya diadopsi. Fokusnya diatur lebih dalam di dalam material untuk memperluas pemotongan dan meningkatkan aliran material gas dan cair, memastikan bahwa kepadatan energi yang cukup diterapkan pada area pemotongan.
3. Pemotongan Aluminium
Pemotongan pelat tipis:Saat memotong pelat tipis, baik nol fokus dan sedikit fokus positif dapat digunakan. Nol Focus memberikan presisi dan kualitas permukaan yang lebih baik, sementara fokus positif cocok ketika vertikalitas merupakan persyaratan penting. Ini memastikan potongan sedikit lebih lebar di bagian atas daripada di bagian bawah, memfasilitasi penghapusan terak dan mempertahankan vertikalitas.
Pemotongan pelat sedang dan tebal:Untuk pelat tebal, fokus positif dan fokus negatif dapat digunakan. Fokus positif membutuhkan daya laser yang cukup dan tekanan gas tambahan. Saat menggunakan fokus negatif, fokus biasanya diposisikan pada 1/3 hingga 1/2 dari ketebalan pelat, memberikan pemotongan yang lebih stabil dan mengurangi kekasaran pada permukaan yang dipotong.
4. Pemotongan tembaga
Fokus negatif (fokus di bawah permukaan): Untuk tembaga, fokus negatif adalah pilihan optimal, terutama untuk pelat tembaga yang lebih tebal (6mm dan di atas). Fokus negatif meningkatkan penetrasi laser, mengkompensasi tingginya reflektifitas tembaga, dan memungkinkan balok laser untuk fokus lebih efektif. Ini meningkatkan konsentrasi panas dan meningkatkan kedalaman dan efisiensi pemotongan.
Fokus nol (fokus di permukaan):Untuk pelat tembaga tipis (1-3mm), nol fokus juga merupakan opsi yang layak, memberikan presisi pemotongan yang lebih baik dan meminimalkan zona yang terkena dampak panas, yang mengurangi deformasi tepi selama pemotongan.
Dengan memilih posisi fokus yang sesuai, efisiensi dan kualitas pemotongan laser dapat ditingkatkan secara signifikan untuk bahan logam yang berbeda. Pilihan fokus positif, fokus negatif, atau fokus nol terutama ditentukan oleh ketebalan, konduktivitas termal, dan reflektifitas material. Dalam praktiknya, posisi fokus yang benar memastikan tepi pemotongan yang halus, kedalaman pemotongan terkontrol, dan zona yang terkena dampak panas, menghasilkan kinerja pemrosesan yang optimal.